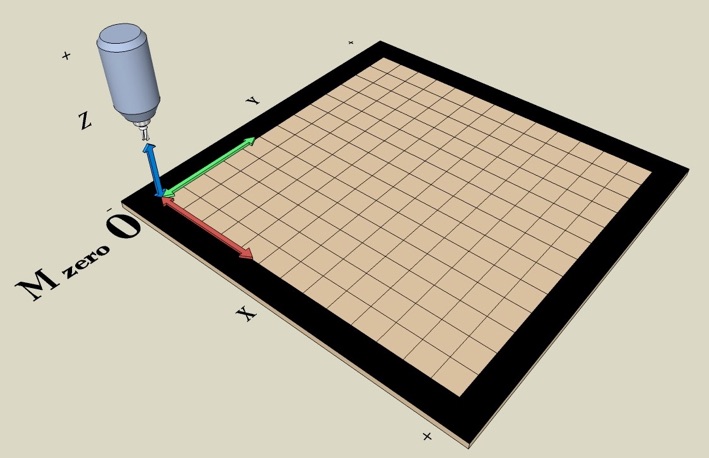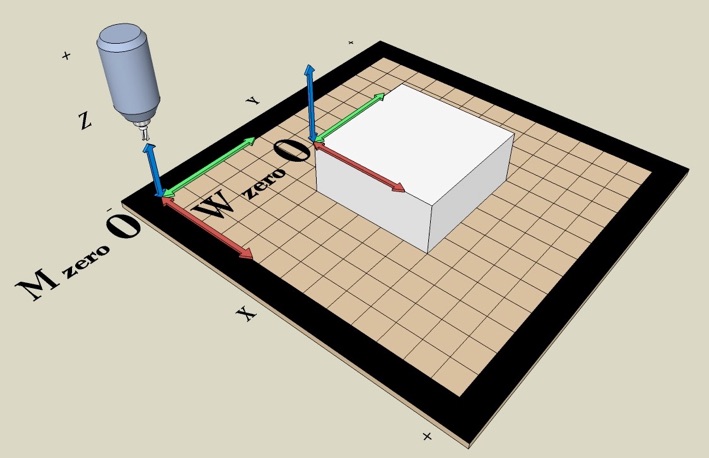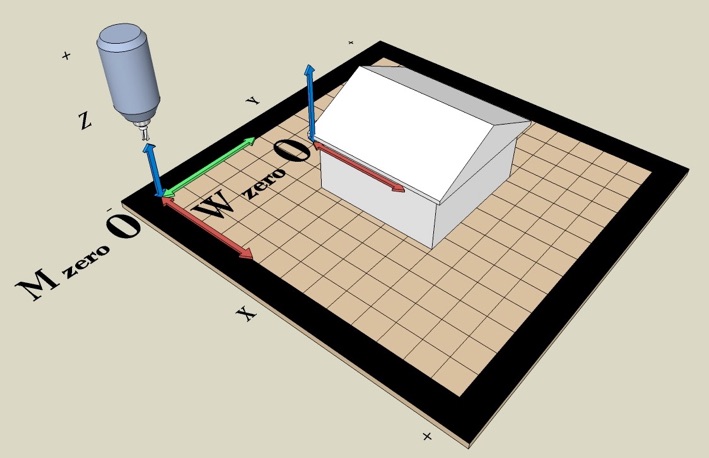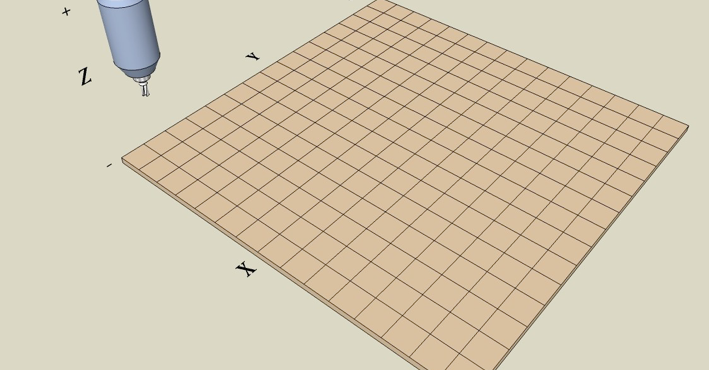
The Working Table
A CNC Milling machine has a table where you fasten the thing you want to mill. The Mill and its Motor can move in any direction, X Left-Right, Y-Back-Forw, and Y Up-Down. In the left corner is a minus sign. All axis are refered to this and are 0 ”Zero”. As an example, If the Mill moves toward the Machines table (Down, it goes negative moving to Zero.